数控加工中心加工程序是根据数控加工中心规定的代码及程序格式来编制的。尽管国际标准化组织制定了相应的IS()代码标准,但是,国内外的数控机床生产厂商的产品中,所用代码的功能定义以及编程的格式等方面尚存在一些差异,有的甚至还存在较大差异。因此,在具体的数控加工中心编程时,必须按照所用数控加工中心的编程手册中的规定来进行。为了体现较好的适应性和普遍性,下面以FANUC系列加工中心来举例。
1.快速定位
数控加工中心在进行零件切削加工前,常需要先使刀具移动到某个规定的位置。GOO指令用来命令刀具从所在点按机床提供的*快速度移到规定位置。编程时只需给出定位点的坐标。定位点的坐标可以用绝对尺寸或增员尺寸表示,即用G90指令绝对尺寸,用G91指令增量尺寸。
程序格式为:
G90 GOO X_Y_Z
或G91 GOO X_Y_Z
其中,X,Y,Z为目标点在工件坐标系中的绝对坐标值或增量坐标值。对于两轴联动机床,每个程序段*多允许写两个坐标值,此时,上述格式中的三个坐标值可分两个程序段书写。
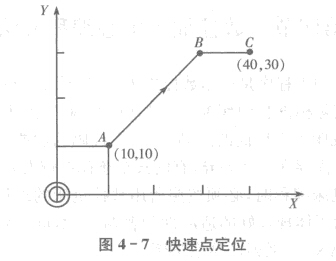
如图4一7所示,若刀具所在点为A(10,10).要求快速定位于C点(40,30),其程序为:
G90 G00 X40. Y30.(绝对值方式)
或者G91 G00 X30. Y20.(相对值方式)
在执行G00指令的过程中.刀具的运动轨迹可能为一折线。在图4一7中,刀具先快速移到B点(30,30),然后再运动到C点.所以,在使用G00编程时,要注意刀具是否与工件或夹具发生干涉,以免引起碰撞。
G00的快速进给速度由各数控机床生产厂家设定,并用操作面板上的快速进给速率调整旋钮来调整。通常快速进给速率分为F0,25%,50%,100% 4段。其中F0为*慢速率,25%,50%,100%为设定速率的百分比。在程序中,不能用F指令的进给速度指定快速进给速度。
2.直线插补
当刀具对工件进行直线切削加工时,采用直线插补指令GO 1,它命令刀具以给定的F进给速度作任意斜率的直线运动。
其程序格式为:
GO1 X Y Z F
式中,X,Y,Z是目标点的坐标值,可以用绝对坐标,也可以用增量坐标。F代码指令刀具沿直线运动的进给速度。G01中必须含有F指令,否则,视进给速度为零。G01和F指令都是模态指令(续效指令)。如前面的程序段中已指定过,可不必重新指定。
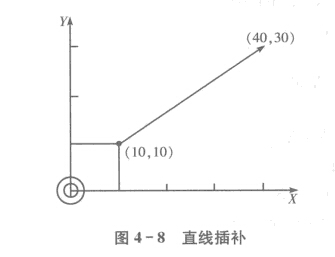
如图4一8所示,以XY平面为例。要求刀具沿直线AB进行切削加工。
其程序为:G90 GO1 X40. Y30. F120
或
G91 GO1 X30 Y20 F120
3.编程举例
要加工如图4一9所示的零件,其加工路线为A-BC-D-E-A,刀具起点在0点,其加工程序如下:
(1)绝对值方式
N10 G90 GOO X10. Y10.;
N11 GUI X50. FlOO;
N12 Y40.;
N13 X20.;
N14 X10. Y30.;
N15 Y10.;
N16 GOO XO YO;
(2)相对值方式
N10 G91 GOO X10. Y10.;
N11 G01 X40. FlOO;
N12 Y30.;
N13 X-30.;
N14 X一10. Y-10.;